卖家有意向后会第一时间回复您!请保持电话畅通
您当前所在的位置: 资讯详情
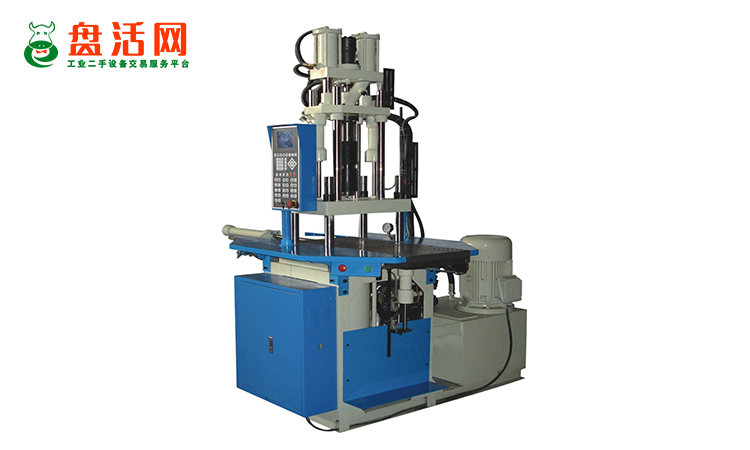
二手立式注塑机设备在加工成型零件的时候,时候零件出现凹陷的情况真的是一个令人很苦恼的事情,所以大家都在想,有没有办法可以更好的去解决这种情况的发生呢?二手立式注塑机产生零件凹陷的情况又是什么原因造成的呢?二手设备市场盘活网来告诉你!

(二手设备交易平台盘活网精选设备:立式注塑机)
二手立式注塑机设备的射嘴孔太大造成融料回流而出现收缩,太小时阻力大料量不足出现收缩,锁模力不足造成飞边也会出现收缩等都是导致二手立式注塑机设备加工零件出现凹陷的原因,应检查锁模系统是否有问题,塑化量不足应选用塑化量大的机台,检查螺杆与料筒是否磨损。

(二手设备交易平台盘活网精选设备:立式注塑机)
并且制件设计要使壁厚均匀,保证收缩一致,模具的冷却、加温系统要保证各部分的温度一致,浇注系统要保证通畅,阻力不能过大,如主流道、分流道、浇口的尺寸要适当,光洁度要足够,过渡区要圆弧过渡,对薄件应提高温度,保证料流畅顺,对厚壁制件应降低模温,浇口要对称开设,尽量开设在制件厚壁部位,应增加冷料井容积。

(二手设备交易平台盘活网精选设备:立式注塑机)
对于不要求精度的制件,在注射保压完毕,外层基本冷凝硬化而夹心部份尚柔软又能顶出的制件,及早出模,让其在空气或热水中缓慢冷却,可以使收缩凹陷平缓而不那么显眼又不影响使用。